
Page 134 - UNION_Werkzeughandel_22-24_WMV
P. 134
2. FRÄSWERKZEUGE
BANDSÄGEBLÄTTER
Bimetallsägebänder RÖNTGEN bi-alfa Profile
®
Die Zahnteilungsempfehlung für RÖNTGEN
Fräswerkzeuge Vibrationen sowie ein „Hacken und Reißen“, gerade bi-alfa Profile
Das Sägen von Rohren und Profilen erzeugt vielfach
bei einfachen, kleinen Bandsägemaschinen mit
Vibrationen beim Sägen von Rohren, Profilen und
manu ellem Vorschub.
Trägern überfordern ein konventionelles Sägeband,
Die Folge sind Ausbrüche an den Zahnspitzen.
sind typisch im allgemeinen Werkstattbereich. Der
Das Band wird einfach sehr schnell stumpf.
Problemlöser ist das Bimetallsägeband bi-alfa Profile.
Die Linie RÖNTGEN bi-alfa Profile hat einen verstärkten Standzeit und Standfläche sinken. Diese Sägeaufgaben
Zahnrücken, der den Vibrationen und dem Kombiverzahnung
„Hacken und Reißen“ länger widersteht. Durch das verstärkte Zahnprofil ist die Spankammer
kleiner, kann also weniger Späne aufnehmen. Materialquerschnitt Zahnteilung
Die Lebensdauer/Standzeit/Standfläche eines Für z. B. Vierkantrohre, also Werkstücke mit zum Teil ≤ 20 mm 12/16 ZpZ Profile
Säge bandes ist abhängig von: größerer Eingriffslänge, gilt folgende Empfehlung: 10– 45 mm 8/11 ZpZ Profile
2 | 1. der gewählten Zahnteilung 20– 70 mm 5/ 7 ZpZ Profile
2. den gewählten Schnittdaten 40–100 mm 4/ 6 ZpZ Profile
Die Schnittdaten – Vorschub Schlechte Sägeergebnisse und Ausfallursachen
Bei einfachen Bandsägemaschinen wird der Sägebalken manuell mittels eines Schlechte Sägeergebnisse werden verursacht durch:
Hand hebels abgesenkt. Hier sind Sie vom Maschinenbediener abhängig. – Falsche Zahnteilung
Das Band soll beständig arbeiten und locker gerollte Späne erzeugen. – Falsche Schnittdaten = Schnittgeschwindigkeit und/oder Vorschub
– Verschleißzustand der Bandsägemaschine
In der Regel ist an der Bandsägemaschine eine Tabelle angebracht, die Zahnteilungen je
nach Materialquerschnitt und Schnittgeschwindigkeiten pro Materialqualität empfiehlt.
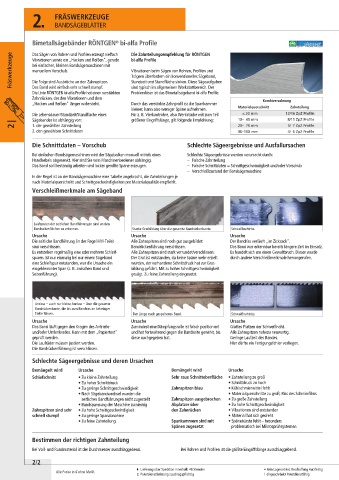
Verschleißmerkmale am Sägeband
Laufspuren der seitlichen Bandführungen sind an den
Bandseitenflächen zu erkennen. Starke Gratbildung über die gesamte Band rückenkante. Schweißnahtriss.
Ursache Ursache Ursache
Die seitliche Bandführung (in der Regel HM-Teile) Alle Zahnspitzen sind noch gut ausgebildet: Der Bandriss verläuft „im Zickzack“.
sind verschlissen. Bandrückenführung verschlissen. Das Band war erkennbar bereits längere Zeit im Einsatz.
Es entstehen regelmäßig eine oder mehrere Schleif- Alle Zahnspitzen sind stark verrundet/verschlissen: Es handelt sich um einen Gewaltbruch. Dieser wurde
spuren. Ist nur einmalig bei nur einem Sägeband Der Grat ist entstanden, da keine Späne mehr erzielt durch andere Verschleißmerkmale hervorgerufen.
eine Schleifspur entstanden, war die Ursache ein wurden, der vorhandene Schnittdruck hat zur Grat-
ein geklemmter Span (z. B. zwischen Band und bildung geführt. Mit zu hoher Schnittgeschwindigkeit
Seiten führung). gesägt. Zu feine Zahnteilung eingesetzt.
Anrisse – auch nur kleine Anrisse – über die gesamte
Bandrückenkante, die bis zum Bandriss an beliebiger
Stelle führen. Der Länge nach gespaltenes Band. Schweißnahtriss.
Ursache Ursache Ursache
Das Band läuft gegen den Kragen des Antriebs- Zumindest eine Dämpfungsrolle ist falsch positioniert Glattes Platzen der Schweißnaht.
und/oder Umlenkrades. Kann mit dem „Papiertest“ und hat fortwährend gegen die Bandseite gewirkt, bis Alle Zahnspitzen nahezu neuwertig.
geprüft werden. diese nachgegeben hat. Geringe Laufzeit des Bandes.
Die Laufräder müssen justiert werden. Hier dürfte ein Fertigungsfehler vorliegen.
Die Bandrückenführung ist verschlissen.
Schlechte Sägeergebnisse und deren Ursachen
Bemängelt wird Ursache Bemängelt wird Ursache
Schiefschnitt • Zu kleine Zahnteilung Sehr raue Schnittoberfläche • Zahnteilung zu groß
• Zu hoher Schnittdruck • Schnittdruck zu hoch
• Zu geringe Schnittgeschwindigkeit Zahnspitzen blau • Kühlschmiermittel fehlt
• Nach Sägebandwechsel wurden die • Materialquerschnitte zu groß, Riss des Schmierfilms
seitlichen Bandführungen nicht zugestellt Zahnspitzen ausgebrochen • Zu große Zahnteilung
• Bandspannung der Maschine zu niedrig Abplatzer über • Zu hohe Schnittgeschwindigkeit
Zahnspitzen sind sehr • Zu hohe Schnittgeschwindigkeit den Zahnrücken • Vibrationen sind entstanden
schnell stumpf • Zu geringe Spanabnahme • Material hat sich gedreht
• Zu feine Zahnteilung Spankammern sind mit • Spänebürste fehlt – besonders
Spänen zugesetzt problematisch bei Mikrosprühsystemen
Bestimmen der richtigen Zahnteilung
Bei Voll- und Rundmaterial ist der Durchmesser ausschlaggebend. Bei Rohren und Profilen ist die größte Eingriffslänge ausschlaggebend.
2/2
Lieferung über Spedition innerhalb 48 Stunden • Kein Lagerartikel, Beschaffung kurzfristig
Alle Preise in € ohne MwSt.
z Paketdienstlieferung zuschlagspflichtig ! eingeschränkt Paketdienstfähig