
Page 155 - UNION_Werkzeughandel_22-24_WMV
P. 155
2. FRÄSWERKZEUGE
VHM-FRÄSER
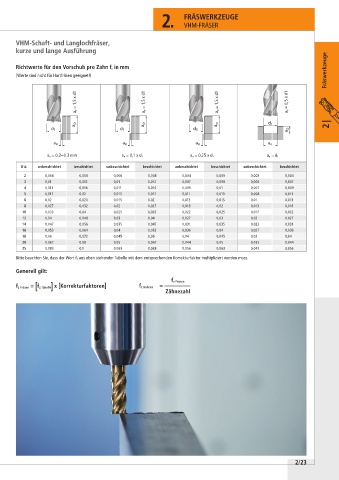
VHM-Schaft- und Langlochfräser,
kurze und lange Ausführung
Fräswerkzeuge
Richtwerte für den Vorschub pro Zahn f z in mm
(Werte sind nicht für Hartfräsen geeignet!)
a p = 1,5 x d a p = 1,5 x d1 1 a p = 1,5 x d1 a p = 1,5 x d 1 a p = 1,5 x d1 a p = 1,5 x d 1 a p = 0,5 x d1 a p = 0,5 x d 1
a p a p a p d 1 2 |
d 1 d 1 d 1 a p
a e a e a e a e
a e = 0,1 x d
a e = 0,1 x d
a e = 0,1 x d
a e = d
a e = 0,2–0,3 mm a e = 0,1 x d 1 1 a e = 0,25 x d 1 1 a e = d 1 1
1
unbeschichtet beschichtet unbeschichtet beschichtet unbeschichtet beschichtet unbeschichtet beschichtet
Ø d 1
2 0,006 0,008 0,006 0,008 0,004 0,005 0,003 0,004
3 0,01 0,012 0,01 0,012 0,007 0,008 0,005 0,007
4 0,013 0,016 0,011 0,014 0,009 0,01 0,007 0,009
5 0,017 0,02 0,013 0,017 0,011 0,013 0,008 0,011
6 0,02 0,024 0,015 0,02 0,013 0,015 0,01 0,013
8 0,027 0,032 0,02 0,027 0,018 0,02 0,013 0,018
10 0,033 0,04 0,025 0,033 0,022 0,025 0,017 0,022
12 0,04 0,048 0,03 0,04 0,027 0,03 0,02 0,027
14 0,047 0,056 0,035 0,047 0,031 0,035 0,023 0,031
16 0,053 0,064 0,04 0,053 0,036 0,04 0,027 0,036
18 0,06 0,072 0,045 0,06 0,04 0,045 0,03 0,04
20 0,067 0,08 0,05 0,067 0,044 0,05 0,033 0,044
25 0,083 0,1 0,083 0,083 0,056 0,063 0,042 0,056
Bitte beachten Sie, dass der Wert f z aus oben stehender Tabelle mit dem entsprechenden Korrekturfaktor multipliziert werden muss.
Generell gilt:
f z Fräsen
[
]
f z Fräsen = f z Tabelle x [Korrekturfaktoren] f z Bohren = ––––––––––
Zähnezahl
2/23