
Page 191 - UNION_Werkzeughandel_22-24_WMV
P. 191
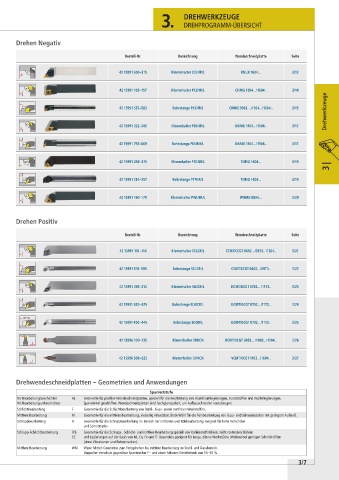
3. DREHWERKZEUGE
DREHPROGRAMM-ÜBERSICHT
Drehen Negativ
Bestell-Nr. Bezeichnung Wendeschneidplatte Seite
93 42 15991 300–315 Klemmhalter CKJNR/L KNUX 1604... 3/13
42 15991 120–157 Klemmhalter PCLNR/L CNMG 1204.../1604.. 3/14
Drehwerkzeuge
42 15991 552–583 Bohrstange PCLNR/L CNMG 0903…/1204.../1604.. 3/15
42 15991 222–249 Klemmhalter PDJNR/L DNMG 1104.../1506.. 3/17
42 15991 792–809 Bohrstange PDUNR/L DNMG 1104.../1506.. 3/17
90° 42 15991 260–275 Klemmhalter PTGNR/L TNMG 1604... 3/19
3 |
90 42 15991 254–257 Bohrstange PTFNR/L TNMG 1604... 3/19
42 15991 160–179 Klemmhalter PWLNR/L WNMG 0804... 3/20
Drehen Positiv
Bestell-Nr. Bezeichnung Wendeschneidplatte Seite
42 15991 101–114 Klemmhalter SCLCR/L CCMT/CCGT 0602.../09T3.. /1204.. 3/21
42 15991 510–505 Bohrstange SCLCR/L CCMT/CCGT 0602.../09T3.. 3/22
42 15991 203–215 Klemmhalter SDJCR/L DCMT/DCGT 0702... /11T3.. 3/23
42 15991 630–675 Bohrstange SDUCR/L DCMT/DCGT 0702.../11T3.. 3/24
42 15991 400–445 Bohrstange SDQR/L DCMT/DCGT 0702.../11T3.. 3/25
42 15996 100–135 Klemmhalter SRDCN RCMT/RCGT 0803... /1003.. /1204.. 3/26
42 15996 500–525 Klemmhalter SVVCN VCMT/VCGT 1103.../1604.. 3/27
Drehwendeschneidplatten – Geometrien und Anwendungen
Spanleitstufe
NE-Bearbeitung beschichtet AL Geometrie für positive Wendeschneidplatten, speziell für die Bearbeitung von Aluminiumlegierungen, Kunststoffen und Kupferlegierungen.
NE-Bearbeitung unbeschichtet Spanwinkel geschliffen. Wendeschneidplatten sind hochglanzpoliert, um Aufbauschneiden vorzubeugen.
Schlichtbearbeitung F Geometrie für die Schlichtbearbeitung von Stahl-, Guss- sowie rostfreien Werkstoffen.
Mittlere Bearbeitung M Geometrie für die mittlere Bearbeitung, vielseitig einsetzbar. Erste Wahl für die Feinbearbeitung von Guss- und Schmiedeteilen mit geringem Aufmaß.
Schruppbearbeitung R Geometrie für die Schruppbearbeitung im Bereich der mittleren und Rohbearbeitung. Geignet für hohe Vorschübe
und Schnitttiefen.
Schrupp-Schlichtbearbeitung R/L- Geometrie für die Schrupp-, Schlicht- und mittlere Bearbeitung speziell von Kohlenstoffstählen, nicht rostenden Stählen
EC und Legierungen auf der Basis von Ni, Co, Fe und Ti. Besonders geeignet für lange, dünne Werkstücke (Wellen) bei geringen Schnittkräften
(ohne Vibrationen und Rattermarken).
Mittlere Bearbeitung WM Wiper Mittel: Geometrie zum Fertigdrehen bis mittlere Bearbeitung im Stahl- und Gussbereich.
Doppelter Vorschub gegenüber Spanbrecher F– und einen höheren Schnittdruck von 15–20 %.
3/7