
Page 196 - UNION_Werkzeughandel_22-24_WMV
P. 196
3. DREHWERKZEUGE
SORTENSCHLÜSSEL
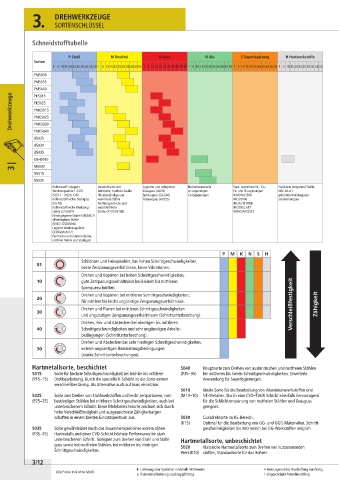
Schneidstofftabelle
P Stahl M Rostfrei K Guss N Alu S Superlegierung H Hartwerkstoffe
Sorten
1 5 10 15 20 25 30 35 40 45 50 1 5 10 15 20 25 30 35 40 45 50 1 5 10 15 20 25 30 35 40 45 50 1 5 10 15 20 25 30 35 40 45 50 1 5 10 15 20 25 30 35 40 45 50 1 5 10 15 20 25 30 35 40 45 50
PM5030
PM5035
PM5040
Drehwerkzeuge PK5025
PK5015
PMK5015
PMK5025
PMK5030
PMK5040
U5025
U5030
U5035
KNH5010
3 | M5030
N5015
N5020
Kohlenstoff unlegiert Austenitische und Legierter und unlegierter Nichteisenmetalle Spez. warmfeste Ni-, Co-, Gehärtete (vergütete) Stähle
Werkzeugstähle 1.2379 ferritische, rostfreie Stähle Grauguss (GG25) AI-Legierungen Fe- und Ti-Legierungen HRC 48–61
(St37.1; 10S20; C45) Hitzebeständige und Sphäroguss (GGG60) Cu-Legierungen NIMONIC 80A gehärtete Kokillengüsse
Kohlenstoffreicher Stahlguss warmfeste Stähle Temperguss (GTS55) NiCr20TiAl Schalenhartguss
(GS 52) Nichtmagnetische und INCOLOY 800H
Kohlenstoffreiche Werkzeug- verschleißfeste INCONEL 617
stähle (C105W1) Stähle (X12CrNi188) X8NiCrAITi3221
Niedriglegierte Stähle (StE360.7)
Mittellegierte Stähle
(60Si7; GS20Mn5)
Legierte Werkzeugstähle
(X38CrMoNi17)
Ferritische und martensitische,
rostfreie Stähle und Stahlguss
P M K N S H
Schlichten und Feinspindeln, bei hohen Schnittgeschwindigkeiten,
01
beste Zerspanungsverhältnisse, keine Vibrationen.
Drehen und Kopieren bei hohen Schnittgeschwindigkeiten,
10 gute Zerspanungsverhältnisse bei kleinen bis mittleren
Spanquerschnitten.
Drehen und Kopieren bei mittleren Schnittgeschwindigkeiten,
20
für mittlere bis leicht ungünstige Zerspanungsverhältnisse. Verschleißfestigkeit Zähigkeit
Drehen und Planen bei mittleren Schnittgeschwindigkeiten
30
und ungünstigen Zerspanungsverhältnissen (Schnittunterbrechung).
Drehen, Ein- und Abstechen bei niedrigen bis mittleren
40 Schnittgeschwindigkeiten und sehr ungünstigen Arbeits-
bedingungen (Schnittunterbrechung).
Drehen und Abstechen bei sehr niedrigen Schnittgeschwindigkeiten,
50 extrem ungünstigen Bearbeitungsbedingungen
(starke Schnittunterbrechungen).
Hartmetallsorte, beschichtet 5040 Hauptsorte zum Drehen von austenitischen und rostfreien Stählen
5015 Sorte für höchste Schnittgeschwindigkeit bei leichter bis mittlerer (P35–35) bei mittleren bis hohen Schnittgeschwindigkeiten. Erweiterte
(P15–15) Drehbearbeitung. Durch die spezielle K-Schicht ist die Sorte extrem Anwendung für Superlegierungen.
verschleißbeständig. Als Alternative auch auf Guss einsetzbar.
5010 Ideale Sorte für die Bearbeitung von Aluminiumwerkstoffen und
5025 Sorte zum Drehen von Stahlwerkstoffen und leicht zerspanbaren, rost- (M10–10) NE-Metallen. Durch eine CVD–TiAlN Schicht ebenfalls hervorragend
(P25–25) beständigen Stählen bei mittleren Schnittgeschwindigkeiten, auch bei für die Schlichtzerspanung von rostfreien Stählen und Grauguss
unterbrochenem Schnitt. Diese Mehrbereichssorte zeichnet sich durch geeignet.
hohe Verschleißfestigkeit und ausgezeichnete Zähigkeitseigen-
schaften in einem breiten Einsatzspektrum aus. 5030 Gussdrehsorte im K5-Bereich.
(K15) Optimal für die Bearbeitung von GG- und GGG-Materialien. Schnitt-
5035 Sorte gewährleistet durch das Zusammenspiel eines extrem zähen geschwindigkeiten bis 400 m/min bei GG-Werkstoffen möglich.
(P35–35) Hartmetalls und einer CVD-Schicht höchste Performance im stark
unterbrochenen Schnitt. Geeignet zum Drehen von Stahl und Stahl- Hartmetallsorte, unbeschichtet
guss sowie bei rostfreien Stählen, bei mittleren bis niedrigen 5020 Klassische Hartmetallsorte zum Drehen von kurzspanenden
Schnittgeschwindigkeiten.
Werk (K10) stoffen, Standardsorte für das Bohren.
3/12
Lieferung über Spedition innerhalb 48 Stunden • Kein Lagerartikel, Beschaffung kurzfristig
Alle Preise in € ohne MwSt.
z Paketdienstlieferung zuschlagspflichtig ! eingeschränkt Paketdienstfähig