
Page 20 - UNION_Werkzeughandel_22-24_WMV
P. 20
Bohrwerkzeuge 1. BOHRWERKZEUGE
BESCHICHTUNG–OBERFLÄCHENBEHANDLUNG
Info
Beschichtung – Oberflächenbehandlung
Werkzeuge aus Schnellarbeitsstahl oder Hartmetall werden aufgrund ihrer allgemein guten Grundeigenschaften ohne zusätzliche Oberflächenbehandlung,
d. h. in blanker Ausführung geliefert. Für spezielle Einsatzfälle empfiehlt es sich jedoch, durch Oberflächen-Veredlungsverfahren die Verschleißfestigkeit zu
erhöhen, den Gleitwiderstand und die Aufschweißneigung zu mindern. Bei der Beschichtung unserer Werkzeuge unterscheiden wir zwischen unter schiedlichen
1 | Hartstoffbeschichtungen: TiAIN, TiCN und TiN.
Jede Schicht bietet für bestimmte Einsatzgebiete hochinteressante Vorteile.
TiAIN -Schicht (Titanaluminiumnitrid) Dampfbehandelt
Optisches Kennzeichen: Farbe Schwarzviolett Optisches Kennzeichen: Farbe Grau
Spezialschicht für Zerspanungsaufgaben in abrasiven Werkstoffen (Guss, AISi) Durch Dampfbehandlung werden die Porositäten geschlossen und die
und/oder hohen Temperaturbelastungen, also bei Einsätzen ohne Kühlung Korrosions beständigkeit erhöht. Dampfbehandelte Werkzeuge eignen sich
oder eingeschränkter Kühlmöglichkeit wie bei tiefen Bohrungen oder besonders für Stahlwerkzeuge und Grauguss-Sorten mit einer Festigkeit bis
kleinen Durchmessern. zu 800 N/mm , die zu Kaltverschweißungen neigen.
2
Speziell hier gilt, dass erst bei höheren Schnittdaten die TiAIN-Schicht zu
deutlichen Leistungsverbesserungen führt. ALUNIT-S ®
Optisches Kennzeichen: Farbe Dunkelblaugrau
TiCN -Schicht (Titancarbonitrid) Weiterentwicklung des ALUNIT. Hart und hitzebeständig. Thermisch und
Optisches Kennzeichen: Farbe Grauviolett chemisch besonders stabil. Besonders für Zerspanaufgaben mit wenig oder
Mehrlagige Schicht mit laminarem Aufbau. Bringt deutliche Vorteile bei der ohne Kühlschmierstoffe geeignet. Gleichzeitig extrem hart und glatt.
Stahlbearbeitung, bei unterbrochenen Schnitten, schwer bearbeitbaren Werk- Beispielanwendungen: Trockenzerspanung, Feinmechanische Präzisions-
stoffen oder ganz allgemein, wenn überdurchschnittlich hohe Anforderungen bauteile, Stanzen und Umformen bei hoher örtlicher thermischer Belastung,
an Härte und Zähigkeit gestellt werden. Hartzerspanung und HSC.
TiAlN+ RQX
Titanaluminiumnitrid-HPC-Beschichtung. Verschleißschutzschicht. Schichtstärke Vielfältig einsetzbare Werkzeug-Beschichtung. AlCrN-basiert.
2 bis 6 µm. Beschichtungshärte 3500 Hv. Max. Anwendungstemperatur 900 °C. Thermoschockstabil, verschleißfest und mit sehr guter Wärmehärte.
Trockenbearbeitung möglich.
SiTiAl
TiN -Schicht (Titannitrid) Optisches Kennzeichen: Farbe Altgold
Optisches Kennzeichen: Farbe Gold Verschleißfeste und hitzebeständige Beschichtung für Trocken- und Nass-
Die Titannitrid-Beschichtung weist folgende Merkmale auf: hohe Härte und bearbeitung geeignet. 1. Wahl für MTC-Fräsanwendungen mit niedrigeren
Haftfestigkeit, gute chemische Beständigkeit sowie eine niedrige Wärmeleit- Schnittgeschwindigkeiten.
fähigkeit. In der Zerspanung wird diese Schicht besonders bei Dreh-, Bohr- und
Schneidwerkzeugen für die Bearbeitung von Nichteisenmetallen und Stahl- Carapace -Schicht
+
werkstoffen eingesetzt. Optisches Kennzeichen: Anthrazit-schwarz
Hochleistungszerspanung von INOX und legierten Stähle, große Eigenhärte
sowie Warmhärte mit einer 3800 HV.
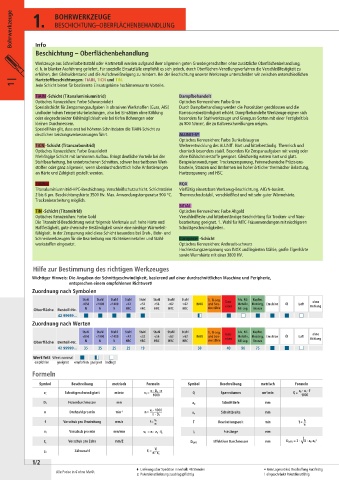
Hilfe zur Bestimmung des richtigen Werkzeuges
Wichtiger Hinweis: Die Angaben der Schnittgeschwindigkeit, basierend auf einer durchschnittlichen Maschine und Peripherie,
entsprechen einem empfohlenen Richtwert!
Zuordnung nach Symbolen
Stahl Stahl Stahl Stahl Stahl Stahl Stahl Stahl Ti, Ti-Leg. Guss - Alu, NE- Kupfer, ohne
<850 <1000 <1400 <42 <52 <56 <62 >62 INOX und Son- eisen Metalle, Messing, Emulsion Öl Luft Kühlung
Oberfläche Bestell-Nr. N N N HRC HRC HRC HRC HRC derstähle NE-Leg. Bronze
42 99999...
Zuordnung nach Werten
Stahl Stahl Stahl Stahl Stahl Stahl Stahl Stahl Ti, Ti-Leg. Guss - Alu, NE- Kupfer, ohne
<850 <1000 <1400 <42 <52 <56 <62 >62 INOX und Son- eisen Metalle, Messing, Emulsion Öl Luft Kühlung
Oberfläche Bestell-Nr. N N N HRC HRC HRC HRC HRC derstähle NE-Leg. Bronze
42 99999... 35 35 25 25 19 50 40 90 75
Wert fett Wert normal
empfohlen geeignet empfohlen geeignet bedingt
Formeln
Symbol Beschreibung metrisch Formeln Symbol Beschreibung metrisch Formeln
π · D C · n a p · a e · f
v C Schnittgeschwindigkeit m/min v C = Q Spanvolumen cm 3 /min Q =
1000 1000
D C Fräserdurchmesser mm a p Schnitttiefe mm
n Drehzahl pro min min -1 n = v C · 1000 a e Schnittbreite mm
π · D C
f Vorschub pro Umdrehung mm/a f = v f n T Bearbeitungszeit min T = v f I f
v f Vorschub pro min mm/min v f = n · z n · f z l f Fräslänge mm
f z Vorschub pro Zahn mm/Z D (eff) Effektiver Durchmesser mm D (eff) = 2 · √D · a p-a p²
z n Zähnezahl f z = V f
n · z n
1/2
Lieferung über Spedition innerhalb 48 Stunden • Kein Lagerartikel, Beschaffung kurzfristig
Alle Preise in € ohne MwSt.
z Paketdienstlieferung zuschlagspflichtig ! eingeschränkt Paketdienstfähig